
中心鉆用于中心孔定位,鉆孔前的引孔工作。除了我們之前介紹的A型和B型兩種常用類型以外,還有2種特殊類型的中心鉆。
特殊型中心鉆有C 型和R 型兩種,其相應的鉆孔形式如圖1所示。
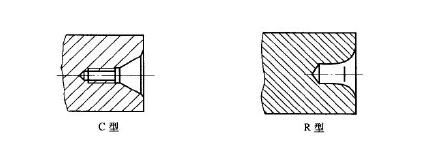
R 型是在A型中心孔的基礎上,將圓錐母線改為圓弧形,減小中心孔和頂尖的接觸面積,減小摩擦力提高定位精度。
C 型是在B型中心7L 里端有一個比圓柱孔還要小的內螺紋,它用于工件之間的緊固連接和保護小心孔。
中心鉆國家標準
GB/T 6078-2016于2016年9月1日實行,替代:GB/T 6078.1-1998、GB/T 6078.2-1998、GB/T 6078.3-1998、GB/T 6078.4-1998。GB/T 6078-2016于2016年9月1日實行,替代:GB/T 6078.1-1998、GB/T 6078.2-1998、GB/T 6078.3-1998、GB/T 6078.4-1998。
中心鉆的裝夾工作
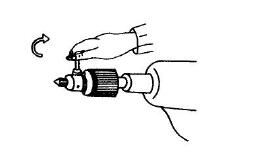
先根據加工需要選擇合適的中心鉆,根據機床尾座套筒錐度選擇帶莫氏錐柄的鉆夾,如圖2所示。
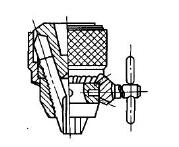
然后,用鉆夾頭鑰匙逆向旋轉夾頭外套,三爪張升,裝中心鉆于三爪之間,伸出長度為中心鉆長度的1/3,然后用鉆夾鑰匙順時針方向轉動鉆夾頭外套,三爪夾緊中心鉆(圖3所示)。
接著,擦凈鉆夾頭柄部和民座錐孔,沿尾座套簡軸線方向將鉆夾頭錐柄部分,稍用力插入民座套簡錐孔中(注意扁尾方向) 。
中心鉆的鉆削方法
(1)根據圖紙的要求選擇不同種類和不同規格的中心鉆,中心孔的深度一般A 型中心孔可鉆出60°錐度的1/3~2/3,B 型中心孔必須要將120°的保護錐鉆出。
(2)鉆中心孔,由于在工件軸心線上鉆削,鉆削線速度低,必須選用較高的轉速:500~1000r/min左右,進給量要小。
(3)工件端面必須車平,不允許出現小凸頭;尾座校正,以保證中心鉆和軸線同軸。
(4)中心鉆起鉆時,進給速度要慢,鉆人工件時要用毛刷加注切削液并及時退屑冷卻。使鉆削順況鉆畢時應停留中心鉆在中心孔中2~3秒,然后退出,使中心孔光、圓、準確。

 在線客服
在線客服